External Variables
The Need for Versatility
Powder flow properties are complex and cannot be quantified by a single number. Flowability must be considered in relation to the conditions imposed by the process and application. Powders may exhibit “good” flow if loosely packed, but “bad” flow after consolidation. Some powders may flow well as long as flow rates are relatively high, however they may stop flowing when moved more slowly.
The FT4 Powder Rheometer has been designed to allow the effect of each of these External Variables to be investigated. By closely simulating process conditions in the measurement cell, the powder’s response to each variable can be quantified.
External variables include:
- Conditioning
- Aeration
- Flow (Shear) Rate
- Moisture
- Electrostatic Charge
- Storage Time
Using Dynamic Methods to Quantify the Effects of External Variables
Basic Flowability Energy is a measure of a powder’s flow properties when the powder is in a loosely packed state (following conditioning). Using this same dynamic methodology, it is possible to quantify how powder flow properties change when it is subjected to any of the external variables (defined in the previous sections).
Aeration
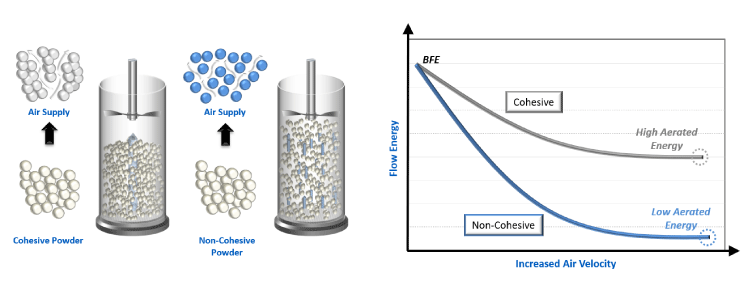
In order to quantify the influence of air, a controlled air supply can be introduced through a porous mesh at the base of the powder column. This method is not just to simulate processes and applications where air is intentionally introduced into the powder, such as during conveying, drying and in dry powder inhaler applications, but importantly to explore the cohesive forces that exist between particles.

Air In
Aeration Test
Cohesive forces are notoriously difficult to measure, but can now be accurately and directly quantified by assessing how aeration changes the flow properties of the bulk powder. Cohesive forces are a combination of Van der Waal’s and electrostatics, and tend to “bond” particles together. The introduction of air to the powder column attempts to separate adjacent particles and overcome these cohesive forces. If the forces are weak, each particle will become mechanically separated from its neighbour and the powder will become fluidised. The measured resistance to flow, the Aerated Energy, AE quantifies the strength of the cohesive forces.
For powders with weak cohesive forces, the Aerated Energy tends towards zero as the powder becomes fully aerated. Powders with moderate to high cohesion will exhibit a reduction in flow energy when aerated, but to a much lesser extent. In these cohesive powders, the tensile forces are too strong for the air to overcome and the particles do not separate. Instead a channel is established in the powder though which the air passes, and the corresponding Aerated Energy remains relatively high, even at high air velocities.
Contrasting Basic Flowability Energy with Aerated Energy results in the Aeration Ratio, AR, where:
Aeration Ratioxx = Basic Flowability Energy / Aerated Energyxx = BFE / AExx
where ‘xx’ defines the air velocity in mm/s at which the Aerated Energy measurement is taken.
The Aeration Ratio is a measure of the powder's sensitivity to aeration.
Consolidation
The effect of consolidation on flow properties can be directly quantified by the Consolidation Energy, CE. This is a very similar test to the Basic Flowability Energy, but is completed on a powder sample that has first been subjected to a level of consolidation. Like the BFE method, the flow energy is determined as the blade moves through the powder sample from the top to the bottom. Initially a Conditioning cycle is employed to generate a uniform packing density, before the powder is subjected to a number of taps, in order to induce consolidation in the sample, prior to it being measured. The resulting increase in resistance to flow is quantified by the Consolidation Energy.
It is also possible to consolidate the powder using an applied normal force. This compaction technique more closely simulates how powders would behave during storage, in contrast to behaviour during transport or in other environments where they are subjected to vibration. In both methods, the powder is first consolidated before the flow energy is measured.
Contrasting the Consolidated Energy with the Basic Flowability Energy provides a relative change in powder flow properties as a function of consolidation. It is a measure of the powder’s sensitivity to consolidation and is expressed as the Consolidation Index, CI, where:
Consolidation Index, CIxx = Consolidation Energyxx / Basic Flowability Energy = CExx / BFE
where ‘xx’ defines either: -
- The number of taps, or
- The applied normal stress during compaction (kPa)
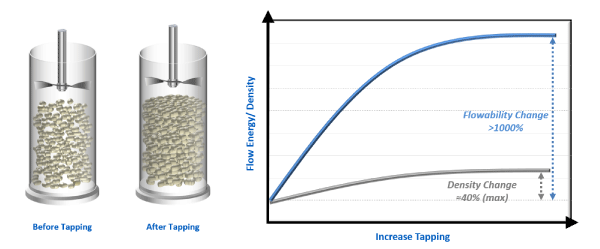
Traditional tapped density based methods, such as Carr’s Index and Hausner Ratio, seek to define certain aspects of powder flowability based on a volume change, as a result of tapping the sample. As the graph above illustrates, changes in density may be as high as 40%, however flowability may actually have changed by 1000% as a consequence of tapping. This direct measurement of Consolidated Energy quantifies that the flow properties are in fact 10 times worse after tapping and illustrates why inferring flow characteristics from density measurements is often misleading. After all, from a processing and application perspective, the interest is mostly to determine whether the product will flow, rather than whether its density has changed.
Flow (Shear) Rate Sensitivity
In addition, powders with high flow rate sensitivity will require an optimised and specific mixing configuration if blend uniformity is to be attained. The advantage of powders with low flow rate sensitivity is that low shear mixing operations can be employed, whilst still ensuring homogeneity, minimising the chances of particle attrition and electrostatic charge evolution which are commonplace in high shear blending. Powders exhibiting high flow rate sensitivity normally require high shear processes in order to blend efficiently.
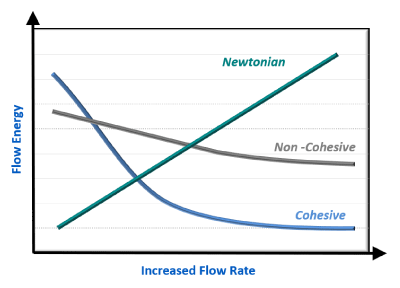
Powders typically exhibit different flow behaviour when moved at different flow rates. This means that they may flow freely at one speed and badly at another. This sensitivity to changes in flow rate has a number of implications for powder processors and can seriously effect process stability.
Unlike many liquids, powders are rarely Newtonian in nature, exhibiting a complex behavioural relationship with the speed at which they flow. In fact it is common that powders are more difficult to move at lower speeds than at higher velocities, meaning that if a process is subject to variation in the rate powder moves through it, blockages may occur should flow rates drop below a critical value.